Você sabe o que são resinas biocompatíveis?
Você sabe o que é uma resina biocompatível? É um material que tem como característica principal ser compatível ao corpo humano, por exemplo, não sendo









Você sabe o que é uma resina biocompatível? É um material que tem como característica principal ser compatível ao corpo humano, por exemplo, não sendo
Olá, pessoal! Hoje vamos revelar os 3 passos essenciais para obter resultados incríveis em impressões 3D feitas em resina! 1️⃣ Parametrização de resinas: Para realizar

O custo benefício de uma Impressora 3D na Odontologia é um assunto abordado por muitas pessoas que chegam até nós. Por isso, separamos um espaço aqui
Passo 1 – Solte o parafuso que prende o prato, até o mesmo ficar solto
Passo 2 – Desça o prato acessando no painel:
Passo 3 – Já com o prato no angulo Zero, apoie as mãos em cima do prato nas abas laterais, mantendo o prato pressionado para baixo aperte o parafuso que você soltou (lateral direita) Passo 4 – Para finalizar levante o prato, pressionando o botão Homing 
Um dos problemas que podem causar falha na impressão é a obstrução de luz, causada por manchas no tanque, fazendo com que a luz não chegue com 100% de intensidade no prato. A solução é fazer a limpeza adequada do tanque: limpar com álcool ou desengordurante e ajuda de um pincel macio, para a secagem é recomendada a utilização de ar comprimido. 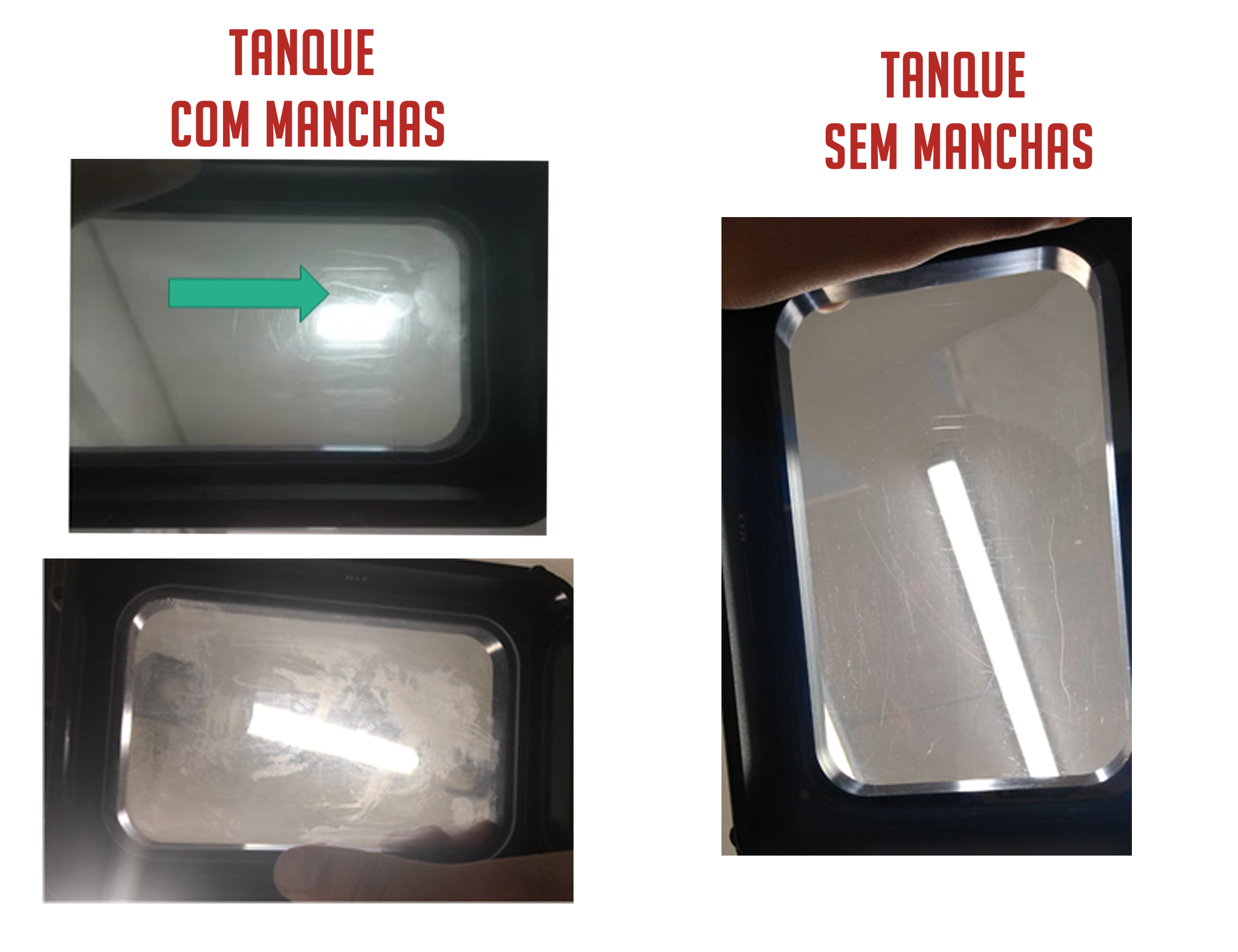
Após a desmontagem e a colocação do Teflon, você pode montar o VAT: Passo 1 – Segure o conjunto todo e gire sobre a mesa. Depois, coloque os 16 parafusos e enrosque sem apertar. Passo 2 – Após todos os parafusos estarem posicionados aperte na sequencia informada na imagem abaixo. O aperto dos parafusos em sequência errada pode gerar marcas no modelo, infiltração de resina entre o teflon e o vidro e até mesmo o vazamento de resina na máquina. Passo 3 – Posicione o vidro sobre o canal da Moldura Passo 4 – Agora com a moldura do vidro sobre a mesa, encaixe o conjunto do Teflon em cima. Passo 5 – Gire a moldura completa e parafuse os últimos 4 parafusos, em sequencia de X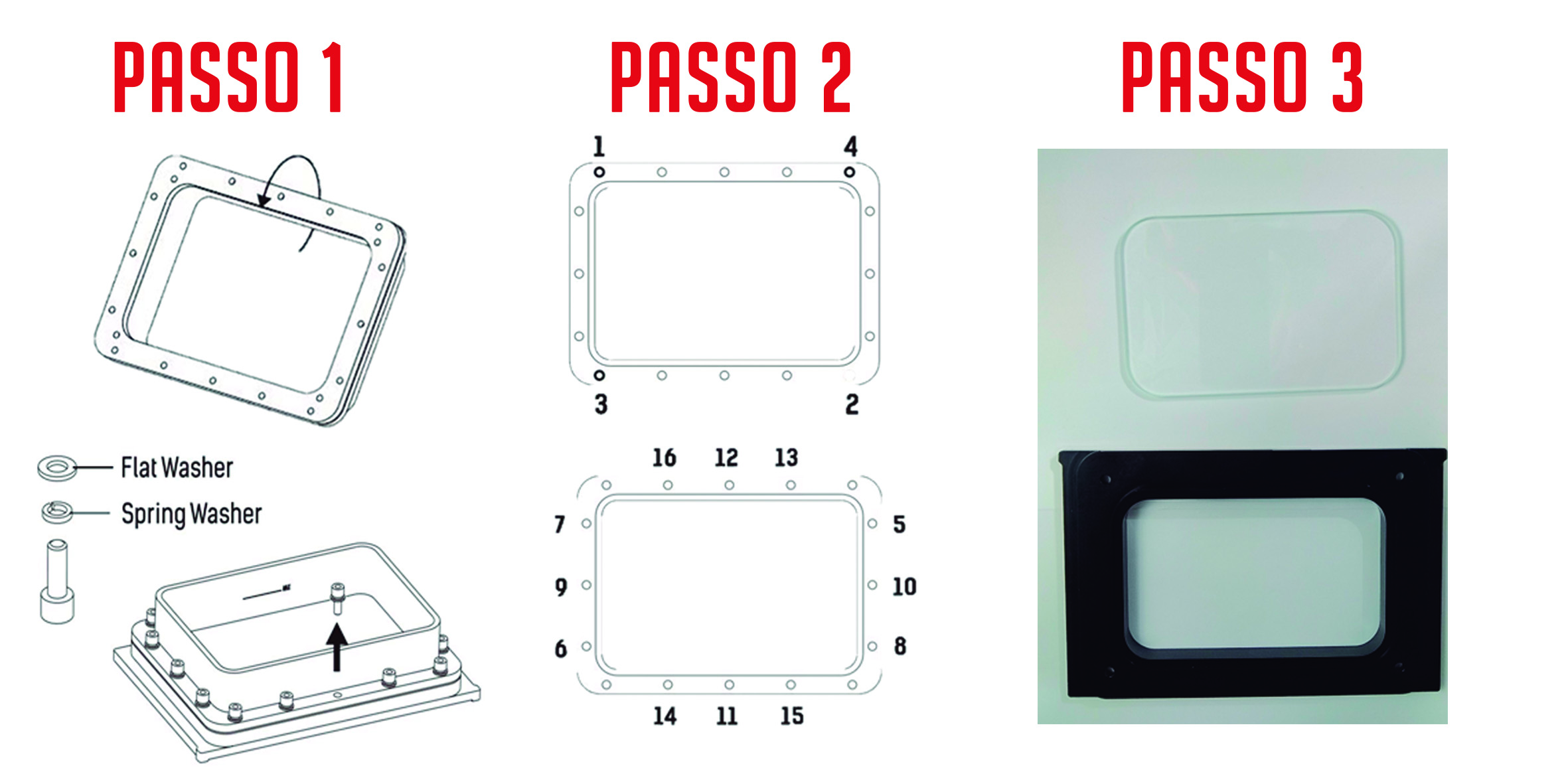
Passo 1 – Posicione a vedação dentro do canal da moldura principal, certifique-se de que os furos estejam alinhados Passo 2 – Retire as duas películas de proteção do Teflon e posicione sobre a vedação. Segure pelas bordas evitando marcar a parte central do Teflon Passo 3 – Posicione o “quadro” com rosca sobre o Teflon, linhando os furos Após isso, parafuse e reposicione a bandeja
Passo 1 – Soltar os 4 parafusos localizados na parte de baixo do tanque // obs: Cuidado com o vidro, que agora estará solto Passo 2 – Soltar os 16 parafusos da moldura principal Passo 3 – Limpeza moldura: lavar com detergente neutro // Limpeza Vidro: utilizar agua e sabão neutro, e ou álcool. Conferir a limpeza sempre utilizando uma lanterna ou um foco de luz //Limpeza Anel de Vedação: A vedação é um silicone, deve-se evitar álcool. Após isso, posicione o novo Teflon
Defeito de malha é visto visualmente pela borda vermelha em volta dos modelos, esse erro pode ocasionar o defeito da sua impressão.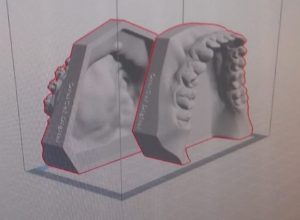 O erro de malha acontece quando o Preparo do modelo não tem erros aparente, mas quando é visualizado de uma vista interna é visto que os dentes estão “separados” do modelo. Para a correção desse erro é necessário estar Mesclando as Malhas com a ferramenta MakeSolid (MeshMixer). Pode acontecer também impressão com falha por erro externo, onde não foram retirados todos os fragmentos do modelo, assim impossibilitando a impressão.
O erro de malha acontece quando o Preparo do modelo não tem erros aparente, mas quando é visualizado de uma vista interna é visto que os dentes estão “separados” do modelo. Para a correção desse erro é necessário estar Mesclando as Malhas com a ferramenta MakeSolid (MeshMixer). Pode acontecer também impressão com falha por erro externo, onde não foram retirados todos os fragmentos do modelo, assim impossibilitando a impressão.
Falhas relacionadas à máquina:
Falhas relacionadas aos modelos:
Falhas relacionadas ao software:
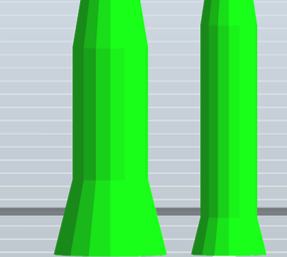
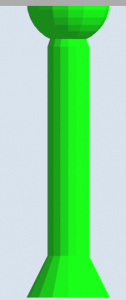
Uma peça em uma posição horizontal com pouco desnível necessita de menos suportes, consequentemente a distância pode ser maior entre eles Um modelo impresso em ângulo exige mais suportes, assim, a distância entre os suportes precisa ser menor
Um modelo impresso em ângulo exige mais suportes, assim, a distância entre os suportes precisa ser menor A conexão entre suportes é recomendada para peças altas, e que necessitam de suportes em pontos específicos O tamanho do suporte está relacionado ao tipo de modelo a ser impresso, dependendo do peso e de detalhes.
A conexão entre suportes é recomendada para peças altas, e que necessitam de suportes em pontos específicos O tamanho do suporte está relacionado ao tipo de modelo a ser impresso, dependendo do peso e de detalhes.